WaterShield — Process
From the CAD model through three printed iterations of V1, the on-board failure, and the two-body friction-fit redesign that now carries every ride.
1. CAD Models
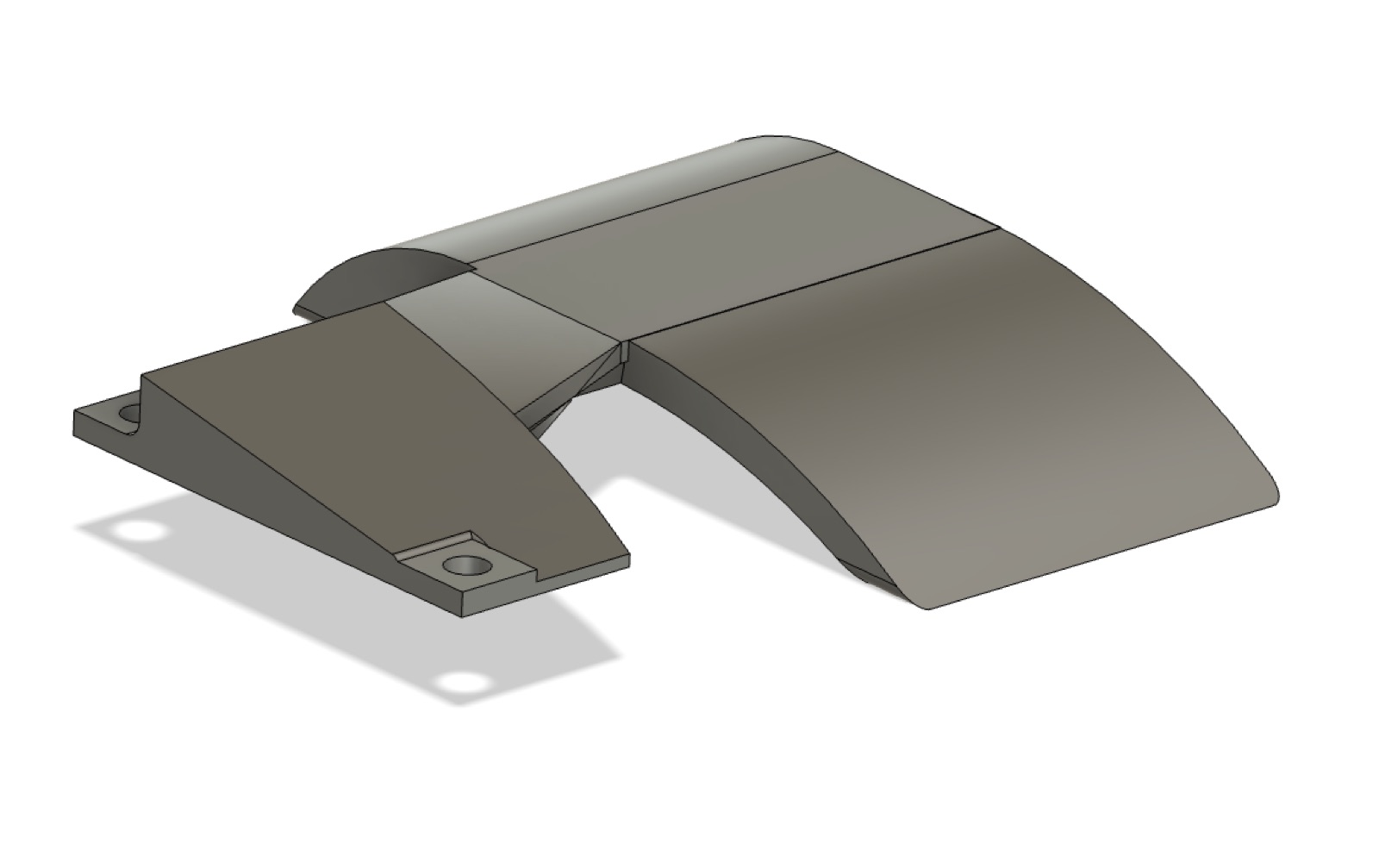
Both versions share the same external geometry: a base plate sized to the truck-mount screws and an arc shaped to wrap the wheel from above with clearance. The structural change between V1 and V2 lives entirely on the interior — V1 is one continuous PLA body, V2 splits into two bodies joined by two steel D-shafts.
2. V1 — Print, Mount, Failure
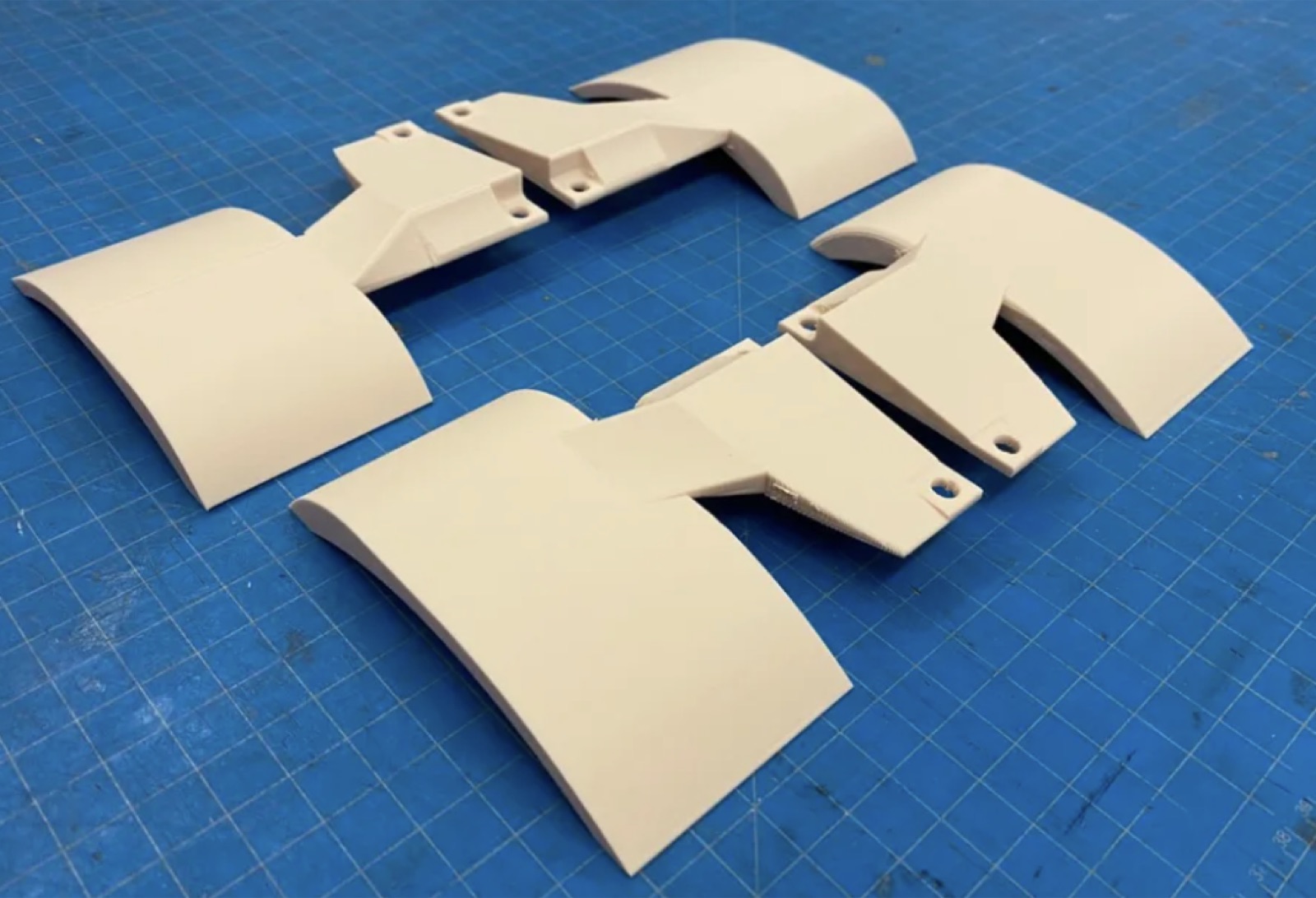
V1 went through three printed iterations on the Bambu Lab. The earliest prints used a thicker, "doorstop"-like base plate that worked structurally but looked oversized. Subsequent iterations slimmed the geometry down to the final form factor, then a painted refinement pass for the field test.


3. V2 — Two-Body Redesign
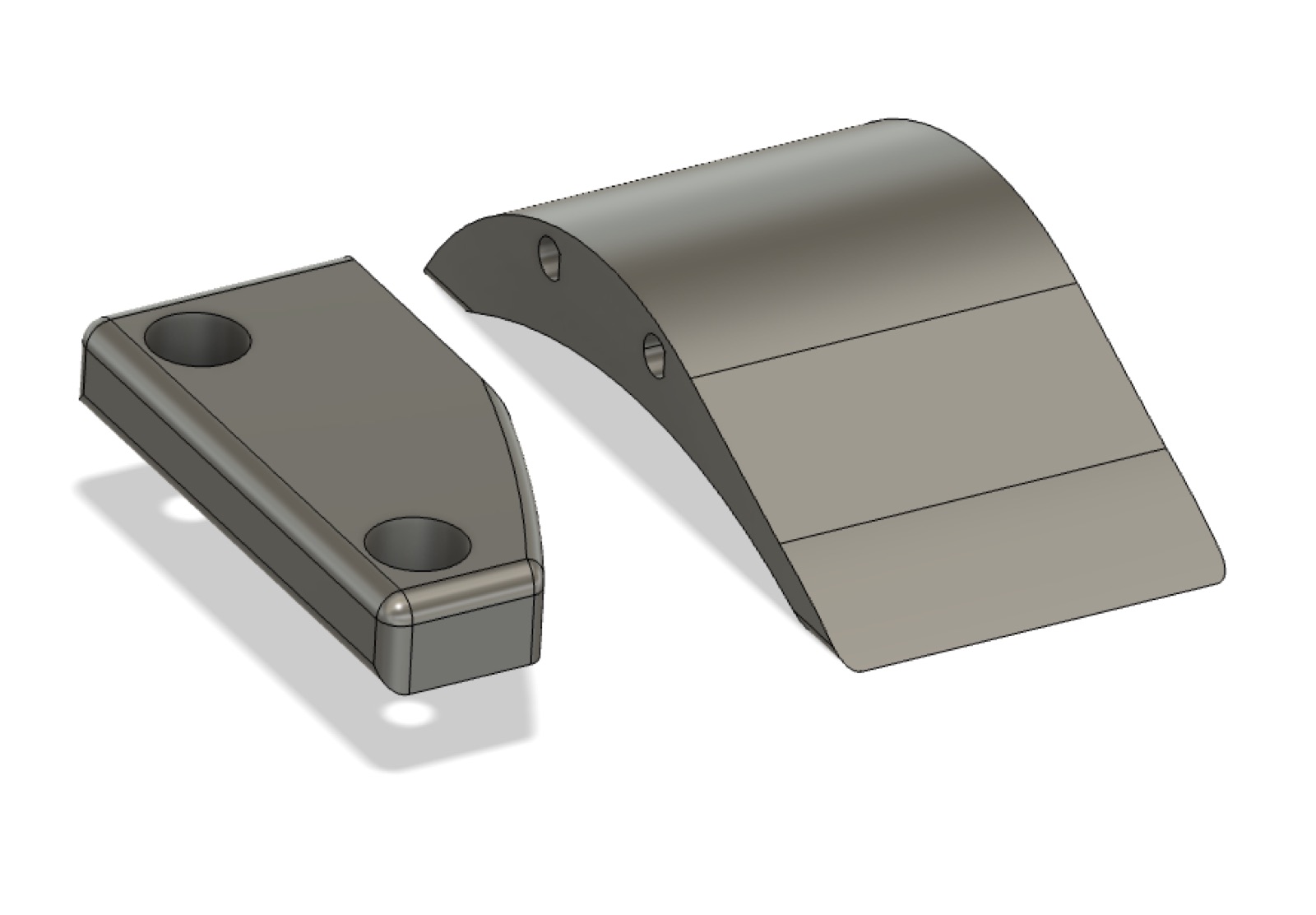
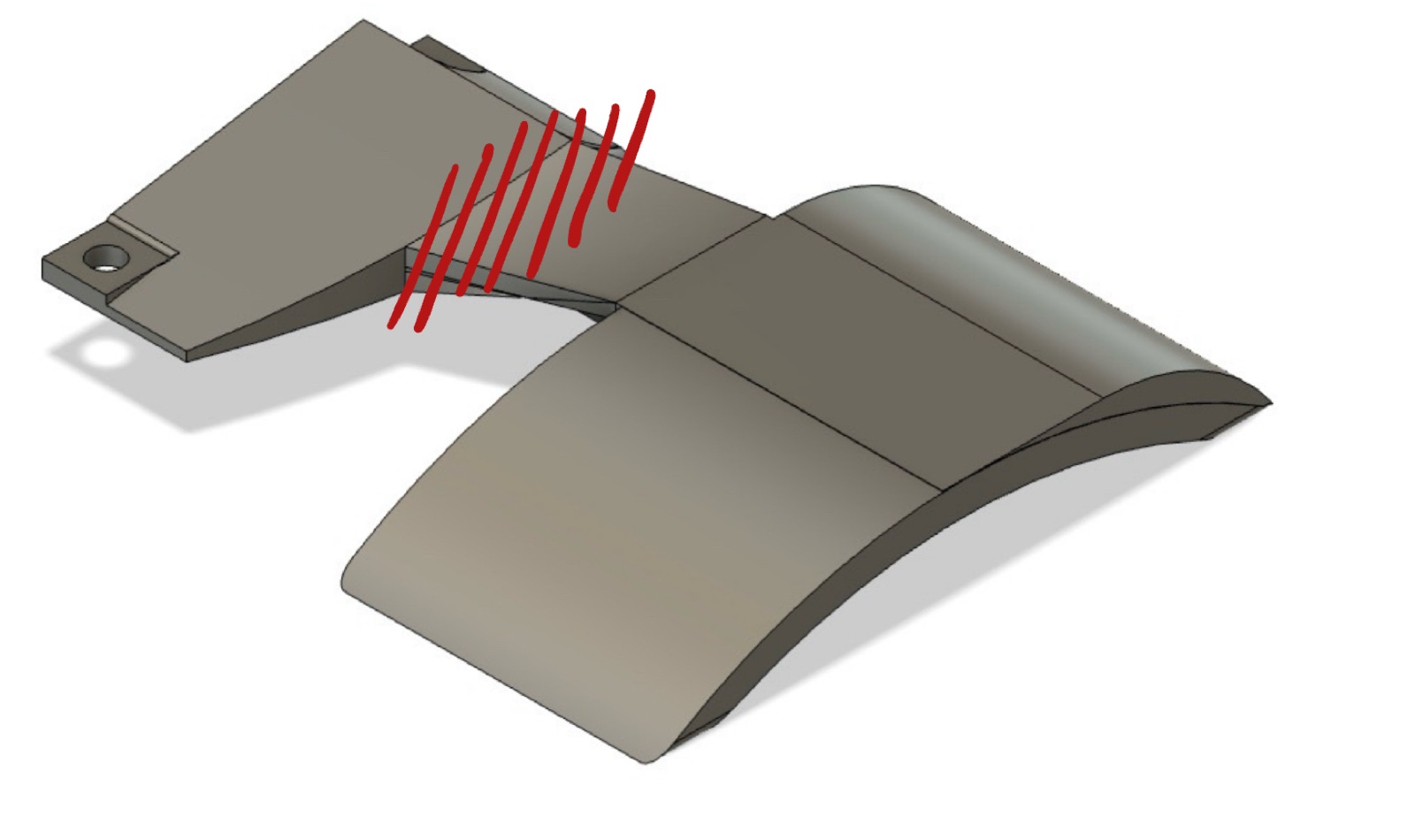
V2 keeps the V1 silhouette but splits the part along the deck edge. The new base plate is a thin mounting block that screws to the deck through the truck holes; the arc body is a separate piece that slides onto two 5 mm steel D-shafts press-fit into pockets on the base. The shafts have a machined flat that bears against the pocket wall to prevent rotation, and the pocket is sized with kerf compensation so the assembly is a tight friction fit by hand — no glue, no fasteners.


4. In the Wild
V2 mounted, ridden, water-tested. Fifteen+ rides in, the joint shows no slop, the bodies show no visible deformation, and water spray is consistently knocked down — the design works as intended.